
نحوه جوش سر به سر میلگرد
نحوه جوش سربه سر میلگرد امروزه به دلیل برتریهای متعددی که روش جوش سر به سر میلگرد یا فورجینگ نسبت به دیگر روشها دارد، از آن در بسیاری از صنایع استفاده میشود. در طول بیش از نزدیک به صد سال که از عمر این صنعت میگذرد، روشهای متعددی هم برای کنترل کیفیت آن ایجاد شده است.
بنگاه ضایعات در زمینه خریدار ضایعات در تهران در کنار شما عزیزان میباشد.
فورجینگ، از حدود سالهای 1930 و برای اولین بار در کشور کانادا به کار گرفته شد. مهندسین این کشور از جوش سر به سر میلگرد، بهویژه در خطوط ریلی استفاده میکردند. جوش سر به سر میلگرد اما در کشورهای آمریکا و بهخصوص ژاپن، بیشترین توسعه را یافته است. ژاپنیها بخصوص راههای کنترل کیفیت خلاقانهای برای فورجینگ ابداع کردهاند که بهویژه در 30 سال اخیر بسیار موفقیتآمیز بودهاند.
در ابتدای این مقاله، به تعریف جوش سر به سر میلگرد میپردازیم و بیان میکنیم که در این روش دقیقاً چه اتفاقی رخ میدهد. همچنین، تفاوتهای آن را با دیگر جوشهای میلگرد، بررسی خواهیم کرد. در قدم بعدی لازم است که با دستگاهها و ابزارهای جوش سر به سر آشنا شویم که مقدمهای برای توضیح روش انجام آن در قسمت بعدی است. مزایا و برتریهای جوش فورجینگ را در بخش بعدی شرح خواهیم داد. ازآنجاکه یکی از اصلیترین کاربردهای جوش سر به سر، در ساختمانهای مسکونی است، لازم است که کیفیت جوش آن ارزیابی شود. روشهای کنترل کیفی جوش فورجینگ را هم در سرفصلی جداگانه توضیح میدهیم. درنهایت هم کاربردهای این تکنولوژی را در صنایع و سازههای مختلف، مرور میکنیم.
نحوه جوش دادن میلگرد
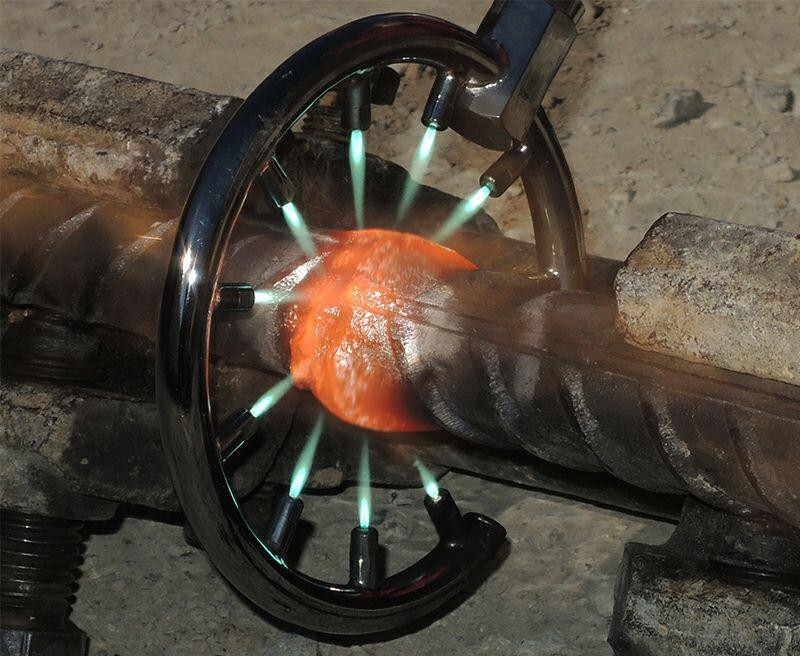
نحوه جوش دادن میلگرد :جوش سر به سر یا فورجینگ، ازنظر علمی، یک روش پیوند حالتجامد است. اساس این جوش بر پیوند مولکولی دو میلگرد، بنانهاده شده است و درواقع در این جوش هیچ ماده جدیدی تولید نمیشود اما نقطه اتصال دو سر میلگرد درصورتیکه فرآیند بهدرستی انجامشده باشد، از دیگر نقاط میلگردها مقاومتر و محکمتر است. عملیات فورجینگ سه مرحله اساسی دارد:
• قرار دادن دو سر میلگرد درست روبه روی یکدیگر
• حرارت دادن میلگردها تا موقعی که به حالت خمیری دربیایند
• متوقف کردن حرارت دهی و فشار دو میلگرد از دو طرف، بهمنظور ادغام قسمتهای ذوبشده با یکدیگر
 همانطور که گفته شد، جوش سر به سر میلگرد، مانند دیگر جوشهای معمول، از نوع فیوژن نیست. در این فرآیند میلگردها، تاکمی بیش از دمای تبلور مولکولیشان داغ میشوند. در این نقطه، فلز، اصطلاحاً، وارد حالت پلاستیکی خود میشود. حالتی که با فلز ذوبشده هنوز فاصله زیادی دارد. سپس بهوسیله فشار، پیوند مولکولی بین مولکولهای دو میلگرد ایجاد میشود.
همانطور که گفته شد، جوش سر به سر میلگرد، مانند دیگر جوشهای معمول، از نوع فیوژن نیست. در این فرآیند میلگردها، تاکمی بیش از دمای تبلور مولکولیشان داغ میشوند. در این نقطه، فلز، اصطلاحاً، وارد حالت پلاستیکی خود میشود. حالتی که با فلز ذوبشده هنوز فاصله زیادی دارد. سپس بهوسیله فشار، پیوند مولکولی بین مولکولهای دو میلگرد ایجاد میشود.
یکی از حساسیتهای جوش سر به سر میلگرد این است که حتی در طول فرآیند جوش نیز ممکن است، اکسیدهای روی سطوح لبههای میلگردها تشکیل شوند. درواقع این اتفاق به کیفیت و پیوستگی حرارت دهی، دما و شرایط محیطی بستگی دارد. درصورتیکه این اکسیدها وارد بافت منطقه جوش داده شده بشوند، بهشدت بر کیفیت و مقاومت آن تأثیر خواهند گذاشت
همانطور که گفته شد، بیش از نود درصد از پروژههای اتصال میلگرد با قطر بیش از 16 میلیمتر، در کشورهای صنعتی مانند ژاپن، از روش جوش سر به سر میلگرد، استفاده میکنند. دلیل این استقبال گسترده مزایای زیر است.
مزایای جوش دادن سر به سر میلگرد
مزایای جوش دادن سر به سر میلگرد :اطمینان و امنیت بالا
درصورتیکه جوش بهدستآمده، مراحل کنترل کیفیت را بهدقت و با حساسیت پشت سر بگذارد، میتوان گفت که این روش بسیار مطمئن و کارآمد است. جوش حاصلشده از این روش، مقاومت فشاری و کششی بیشتری نسبت به دیگر قسمتهای میلگردها دارد.
کاهش حجم محل جوش
در این روش، برخلاف روشهای همپوشانی، مکانیکی یا روشهای جوش فیوژن، محل اتصال دو میلگرد اختلاف سطح چندانی نسبت به خود میلگردها ندارد. این مزیت خود شامل مزیتهای دیگری است. اول اینکه باعث کاهش وزن سازه شده که در امنیت آن مؤثر خواهد بود. دوم اینکه پیوند بین میلگردها و بتن بیشتر و یکنواختتر خواهد شد که این موضوع هم باعث استحکام بهتر بتن و انتقال بهتر انواع فشار به میلگرد خواهد شد.
صرفه جویی در مصرف میلگرد
در دیگر روشها همواره بخشی از طول میلگرد در فرآیند جوش از بین میرود. بهطور تقریبی گفته میشود که در روش جوش فورجینگ مصرف میلگرد تا 30 درصد کاهش مییابد. علاوه بر این، با این روش راحتتر میتوان میلگردهای کوتاه شده را بهجای دور ریختن بهعنوان ضایعات، به هم جوش داد و مجدداً استفاده کرد.
مقرون به صرفه بودن
یکی از مهمترین مزیتهای جوش فورجینگ میلگرد، مقرونبهصرفه بودن آن است. ابزار این روش، معمول و فراوان است و سرعت آن نسبتاً بالاست. همچنین کاهش ضایعات و مصرف میلگرد نیز به اقتصادیتر شدن این روش افزوده است.
 روش های کنترل کیفیت میلگرد
روش های کنترل کیفیت میلگرد
 روش های کنترل کیفیت میلگرد
روش های کنترل کیفیت میلگردروش های تخریبی
آزمایشهای کشش یا خمش ازجمله این روشها هستند. به دلیل اینکه ممکن است، در طول این آزمایشها به میلگردها آسیب برسد، به آنها تخریبی میگویند. در روش کشش، دو سر سازه بهدستآمده از جوش سر به سر میلگرد را تحت کششهای متفاوتی قرار میدهند. در صورتی که میلگردها از نقاط جوش از هم جدا شوند، کیفیت جوش پایین بوده و باید مجدداً بهصورت استاندارد انجام شود.
در روش خمش هم سازه را از نقطه اتصال تا 90 درجه، خم میکنند. در صورت عدم شکست نقطه اتصال، میتوان از کیفیت آن مطمئن بود. نقطهضعف این روشها این است که ممکن است، خود میلگردها از نقاط دیگری آسیب ببینند. همچنین، آنها مقاومت جوش سر به سر را در برابر عواملی مانند ضربه یا فشارهای شدید در زلزلهها، نمیتوانند تضمین کنند.
روش های غیر تخریبی
در زلزلهای که سال 1995 در ژاپن رخ داد، مشخص شد که بسیاری از ساختمانهایی که با میلگردهای فورجینگ ساخته شده بودند، به علت شکستگی میلگردها از نقطه اتصال، آسیب دیدهاند. ازآنپس بسیاری از مهندسین بهویژه در ژاپن، سعی در ابداع روشهایی جدیدتر برای سنجش کیفیت جوش سر به سر میلگرد، داشتهاند.
این روشها مدرنتر از روشهای تخریبی بوده و در آنها امکان آسیب رسیدن به خود میلگردها در نقاطی غیر از اتصال، وجود ندارد. آنها همچنین، مطمئنتر هستند و اطلاعات بیشتری در خصوص کیفیت نقطه اتصال به ما میدهند. دو روش اصلی غیر تخریبی را در این بخش معرفی میکنیم.
روش برش گرم
پس از جوش فورجینگ میلگرد، همواره محل اتصال، کمی برآمدهتر از نقاط دیگر است و در دقایق اولیه همچنان حالت پلاستیکی دارد. دستگاه برش گرم اینگونه عمل میکند که کمی از این سطح برآمده را از تیغه برش خود عبور میدهد. درصورتیکه در حین یا پس از عبور این تیغه و جدا کردن قسمت برآمده از نقطه اتصال، ترکی روی محل اتصال ایجاد شود، مشخص میشود که کیفیت جوش پایین بوده و احتمالاً دچار اکسیداسیون شده است.
میتوان دستگاه برش گرم را روی گیرههای نگهدارنده دستگاه حرارت دهی نیز نصب نمود. این روش مزیتهای فراوانی نسبت به دیگر روشها دارد که عبارتاند از:
• اطمینان از استحکام محل جوش
• مقرونبهصرفه بودن نسبت به دیگر روشهای غیر تخریبی
• سرعت بالا
• سادگی در اجرا
• کاهش حجم نقطه اتصال و یکدست شدن آن با طول میلگردها و درنتیجه ادغام بهتر با بتن
روش اولتراسونیک
شاید بهترین و مطمئنترین روش آزمایش کیفیت جوش سر به سر میلگرد، این روش باشد. در روش اولتراسونیک امواج نوری را به سمت نقطه اتصال سر به سر تابانده و از بررسی الگوهای موجهای برگشتی و عبوری، کیفیت جوش را میسنجند. بااینحال، این روش علیرغم دقت بالایش محدودیتهایی دارد.
• برای انجام آن باید میلگردها را تا محل آزمایشگاه حمل کرد
• این روش نسبت به دیگر روشها زمان بیشتری میبرد
• هزینه اولتراسونیک نسبتاً بالاست


